GEA and CST partner to drive sugar industry transition

- Photo Info
- Download
- 3 additional media items
2 Documents
- 2026.07.16_GEA und C~e voran_Deutsch.pdf
PDF - 472 kB - 2026.07.16_GEA partn~nsition_English.pdf
PDF - 480 kB
GEA and Chemical Systems Technologies (CST) accelerate decanter-based sugar mud dewatering to help sugar mills improve efficiency, sugar recovery and operating costs.
Decanter-based sugar mud dewatering
GEA and CST partner to drive sugar industry transition
Düsseldorf (Germany), July 16, 2026 – GEA and Chemical Systems Technologies (CST), an India-based engineering company specializing in process solutions for the sugar industry, have entered into a strategic partnership to accelerate the global adoption of decanter centrifuges in sugar mud dewatering. By combining GEA’s decanter technology and global market access with CST’s deep process expertise, the collaboration aims to support sugar producers in upgrading existing operations and improving total cost of ownership.
With profitability and resource efficiency under increasing pressure, sugar recovery through decanter-based dewatering is becoming a critical lever for sugar mill performance. GEA decanters are well established across industrial separation applications, and their advantages in sugar mud dewatering have already been proven in the field. The partnership with CST is designed to accelerate this transition by combining proven technology with deep process expertise.
"For many sugar producers, improving yield alone is no longer enough; resource efficiency and operating costs are becoming equally critical. Decanter technology addresses exactly these challenges with measurable impact," says Martin Neugebauer, Senior Director Business Line Renewables at GEA.
From conventional systems to more efficient processing
Sugar mill mud is produced during the clarification of sugar juice through lime milk treatment and subsequent sedimentation, typically in short retention time clarifiers (SRTC) or conventional clarifiers. Dewatering this mud is a standard step in sugar processing, and rotary vacuum drum filters (RVDF) have been the conventional technology of choice in mills around the world for decades. Belt presses are another established alternative. While both technologies are proven in the field, they share well-known limitations: high levels of water and steam consumption, dependency on filter aids, significant product losses, and labor-intensive operations that are difficult to automate and prone to variability.
GEA decanters offer a continuous, closed-process alternative that directly addresses these limitations, reducing operational complexity while improving resource efficiency. Following juice clarification, concentrated mud, which typically represents around 10–20 percent of the process flow, is fed directly to the decanter, where solids and centrate are continuously separated. The centrate is returned to the process, while the dewatered solids are discharged for disposal or further use.
Yield improvement as a key economic driver
The performance case is backed by extensive field experience. "Based on nearly 50 decanter units installed across sugar mills in India, with capacities ranging from 3,500 to 18,000 tons of cane per day, we have consistently seen producers achieve significantly lower product losses when switching from conventional de-sugarization systems – reductions of up to 60 percent compared with rotary vacuum drum filters and up to 25 percent compared with belt presses," explains Anup Keserwani, Director CST.
Reference installations demonstrate an average sugar loss in cake of 0.03 percent on cane with decanter centrifuges, compared with 0.07 percent with RVDF. At a mill processing 10,000 tons of cane per day over a typical 150-day campaign, this difference equates to approximately 600 additional tons of recoverable sugar per campaign – a direct yield gain with no additional cane input or processing cost. At current market prices, the financial impact is substantial and typically delivers a rapid return on investment.
Higher sugar recovery directly affects plant economics: lower losses translate into higher yield and a measurable improvement in return on investment. De-sugarization technology therefore becomes a central lever for optimizing total cost of ownership.
Resource efficiency under increasing pressure
Operational data from reference installations show that decanter technology delivers measurable improvements in resource efficiency. Unlike rotary vacuum drum filters and belt filter presses, decanters operate as closed systems, which significantly reduces the temperature drop at this stage. On average, the temperature drop in a decanter stage is approximately 2–5°C, compared with approximately 20–30°C in conventional open systems.
Water consumption is reduced accordingly: rotary vacuum drum filters require around 6 percent water on cane for de-sugarization, and belt presses require up to 8 percent, while decanter centrifuges avoid the need for additional wash water in the de-sugarization step.
As a result, decanter installations do not create additional steam demand, whereas rotary vacuum drum filters typically require around 1 percent steam on cane and belt filter presses around 1.2 percent.
Another major advantage of the closed decanter stage is that it helps prevent impurities from entering the product. The closed system, combined with short retention time, high temperatures and no contamination from bagacillo, significantly reduces microbial activity and thereby increases the purity of the end product.
Operational simplification and plant performance
Several additional characteristics make decanter centrifuges a practical and reliable upgrade path for mills looking to modernize existing dewatering infrastructure:
- Decanter centrifuges require approximately 50 percent less floor space than comparable conventional systems, enabling more compact plant layouts and simplifying civil works for both new installations and retrofit projects.
- Continuous operation stabilizes process conditions and delivers consistent separation performance even at varying feed compositions – an important advantage in sugar processing, where fiber content and mud characteristics can fluctuate significantly across a campaign.
- Automated operation and integrated CIP (cleaning-in-place) options reduce manual intervention, lower manpower requirements, and support hygienic, low-touch processing.
For sugar producers looking to modernize their dewatering operations, the GEA-CST partnership offers a clear path from assessment through implementation to optimization.
By combining complementary expertise in decanter technology and sugar processing, the collaboration supports efficient project execution and reliable operational performance.
With a clear focus on retrofit projects and availability across all major sugar-producing regions, the collaboration helps mills capture the efficiency and yield potential of decanter-based dewatering while minimizing disruption to existing operations.
Download link for high resolution images
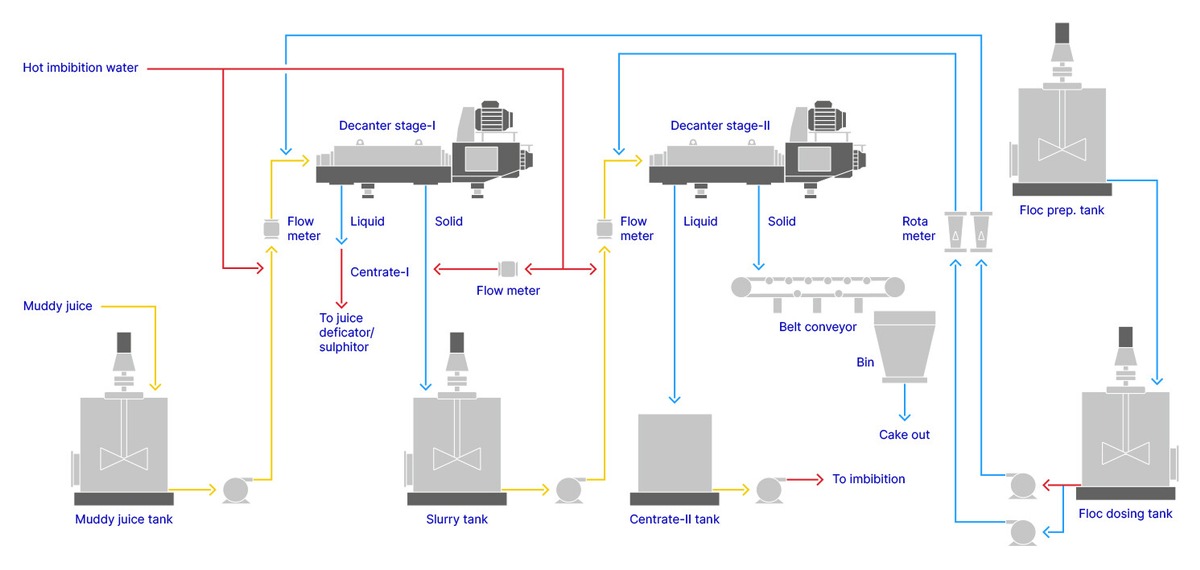
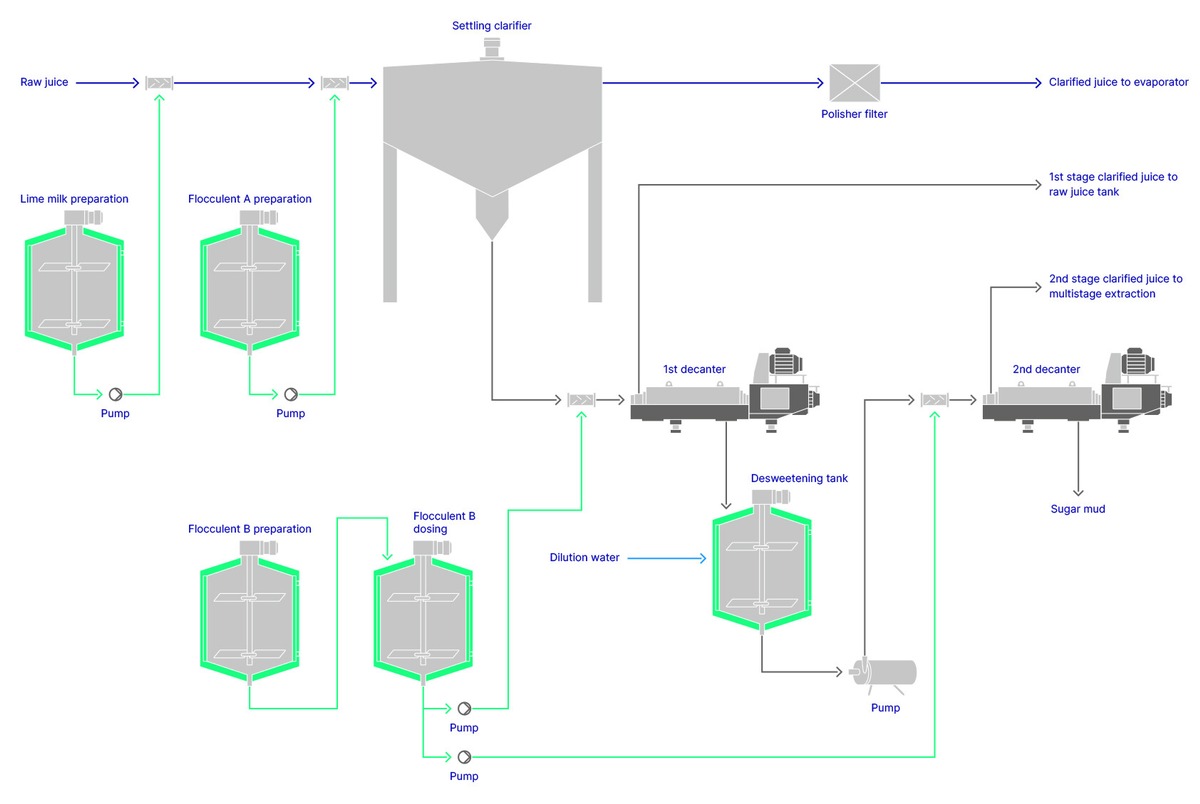
Pic. 1: The scope overview illustrates the integrated solution offered by GEA and CST for sugar mud dewatering projects: GEA supplies the decanter centrifuges, while CST provides the complementary process equipment and engineering expertise. Source: GEA/CST
Pic. 2: The process diagram illustrates the sugar mud dewatering stage and shows where and how GEA decanter centrifuges are integrated into the clarification process. Source: GEA
Pic. 3: GEA decanter centrifuges positioned to the right of a rotary vacuum drum filter, illustrating the significantly smaller footprint of decanter-based sugar mud dewatering solutions.
NOTES TO THE EDITOR
- More information about GEA
- GEA images
- To the GEA Media Center
- Please visit our feature’s section for information on current topics
- Follow GEA on LinkedIn, Youtube
Contact Media Relations GEA Group Aktiengesellschaft Lilian Schmalenstroer Ulmenstr. 99, 40476 Düsseldorf, Germany Phone +49 211 9136-2090 lilian.schmalenstroer@gea.com
About GEA
GEA is one of the world’s largest suppliers of systems and components to the food, beverage and pharmaceutical industries. The international technology group, founded in 1881, focuses on machinery and plants, as well as advanced process technology, components and comprehensive services. For instance, every second pharma separator for essential healthcare products such as vaccines or novel biopharmaceuticals is produced by GEA. In food, every fourth package of pasta or every third chicken nugget are processed with GEA technology.
With more than 18,000 employees, the group generated revenues of about EUR 5.5 billion in more than 150 countries in fiscal year 2025. GEA plants, processes, components and services enhance the efficiency and sustainability of customers’ production. They contribute significantly to the reduction of CO2 emissions, plastic usage and food waste. In doing so, GEA makes a key contribution toward a sustainable future, in line with the company’s purpose: ”Engineering for a better world.”
GEA is listed on the DAX, the STOXX® Europe 600 Index and is also a constituent of the leading sustainability indices DAX 50 ESG, MSCI Global Sustainability and Dow Jones Best-in-Class World.
More information can be found online at gea.com. If you do not want to receive any further information from GEA, please send an e-mail to pr@gea.com.
About the GEA Foundation
The GEA Foundation, established in 2025 by GEA Group, supports global and local projects in STEM education, child poverty reduction, infrastructure access and disaster relief. Through its Mission 30 strategy, GEA commits to donating one percent of annual net profit to build resilient communities.
More information can be found online at gea.com/foundation.